UG爱好者
标题:
UG_B轴联动车削输出后处理设置
[打印本页]
作者:
★冰★咖★啡
时间:
2020-5-11 10:05
标题:
UG_B轴联动车削输出后处理设置
B轴联动车的正确输出姿势
要玩这个,首先要你的机床支持这功能,NX12.0开始车削模块加了刀轴可变车削这个功能,具体的设置网上有,需要注意的有下面几点
1 ,仅轮廓加工
2,刀尖跟踪点必须设为P9(对刀要注意了)
3,可变轴车削不支持刀 补
可变轴车削功能可以车削过程中变化刀轴摆角,可有效减少定轴车削不到的区域,减少车刀数量和接刀,有利于提高加工精度.如下图
我们在刀轨的各处增加合适的摆角利于车削.
由机床结构和刀路可知,车刀摆角是在XZ平面绕Y轴的夹角,其实在设置的时候已经看到这个角度了,我们如何在后处理里面输出来呢
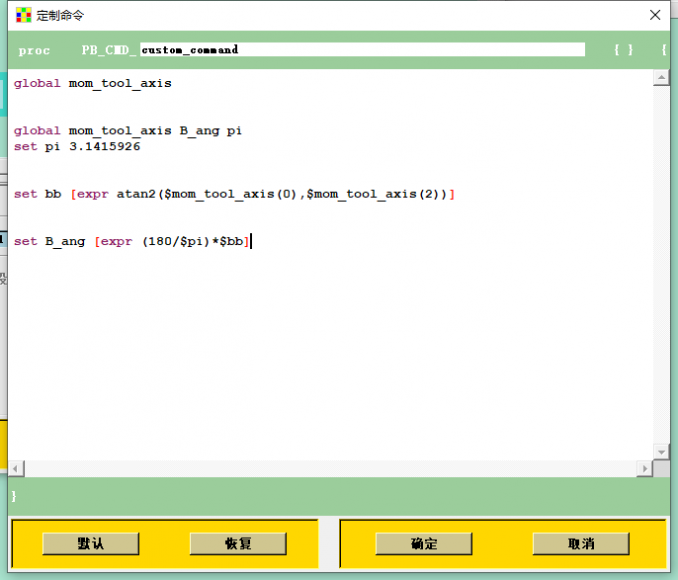
我们先用定置命令把各处的刀轴矢量输出来分析
如图
用反正切公式
atan2($mom_tool_axis(0),$mom_tool_axis(2))计算此处在XZ平面的夹角(注 意,此处输出的值是弧度单位)
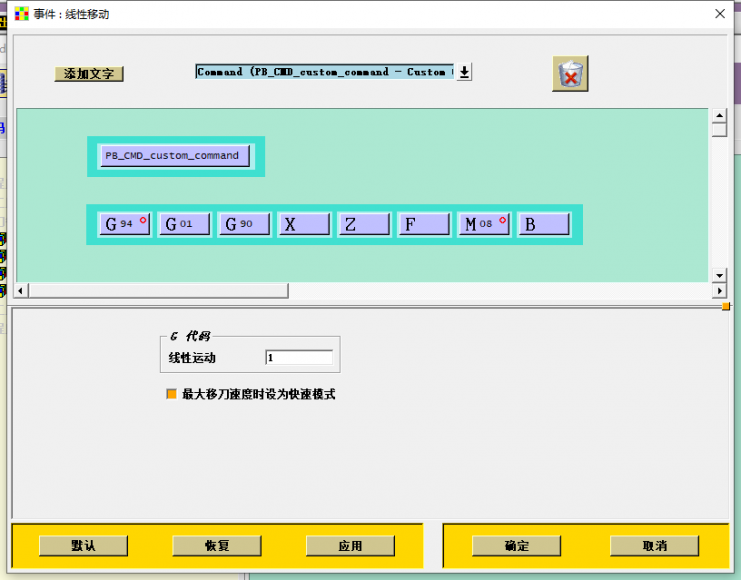
再由弧度转角度(180/PI)*rad就得到我们想要的角度,在我们的线性移 动后面加上这个角度,就是我们的一个联动车削程序了.如图
B值变量设为$B_ang
上图的set B_ang [expr (180/$pi)*$bb]也可以写成下面这个直接调用
set B_ang [expr $RAD2DEG*$bb],一样的效果更精确.
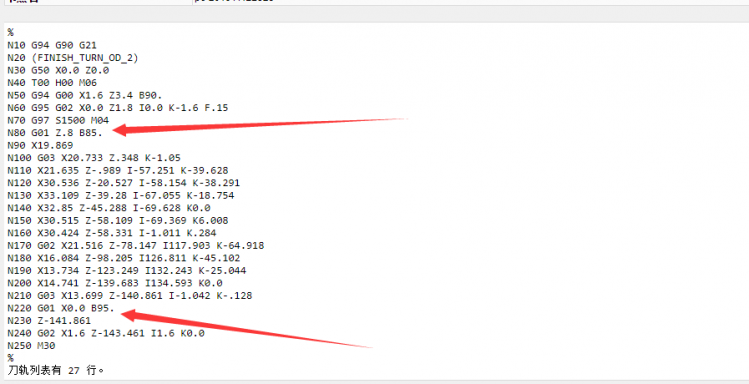
程序如下图
为什么在圆弧输出的时候刀轴明明设置了可变,但是它没有变呢?自己有空慢慢玩吧,反正也没多少机 床能玩这个.想玩各种车铣的可和本人联糸交流。
作者:
sixdog
时间:
2020-5-13 10:44
嘿嘿!师父哇!
作者:
★冰★咖★啡
时间:
2020-5-14 15:17
sixdog 发表于 2020-5-13 10:44
嘿嘿!师父哇!
作者:
怪盗基德*
时间:
2020-5-20 15:30
我要搞到mazak 五轴车铣机去试下。哈哈
作者:
ug1029
时间:
2020-5-20 18:23
谢谢分享!谢谢分享!
作者:
253368610
时间:
2020-5-27 11:48
你上面的2 个定制命令是不是只要下面的就好了呢
作者:
253368610
时间:
2020-5-27 11:48
能给个联系方式吗
这是我QQ2789522670
作者:
生活狠好
时间:
2020-5-27 15:59
这个厉害
作者:
yehongvip
时间:
2020-7-22 20:25
看到TCL 语句就头痛
仰望大佬,
作者:
jizhou755978
时间:
2020-9-9 16:32
大佬可以加我qq吗?335874197,想向你请教请教,正好我这设备是带B轴的多轴车削。
作者:
hjhhc
时间:
2024-5-21 16:20
大佬牛13,
作者:
Darren77
时间:
2024-6-13 23:44
谢谢分享!谢谢分享!
作者:
lj564
时间:
2024-6-14 08:26
这个B轴联动车削输出后处理,牛啊!!!
作者:
大细路
时间:
2024-9-11 17:32
嘿嘿!师父哇!能带一下我吗
作者:
Darren77
时间:
2024-9-14 14:38
谢谢分享!谢谢分享!
作者:
chunlin0105
时间:
2024-9-16 22:45
楼主辛苦了·
作者:
chunlin0105
时间:
2024-9-17 12:25
感谢楼主
欢迎光临 UG爱好者 (https://www.ugsnx.com/)
Powered by Discuz! X3.2