UG爱好者
标题:
UGNX数控刀具补偿的格式,应用、固定循环功能
[打印本页]
作者:
心随行动*
时间:
2019-9-23 19:11
标题:
UGNX数控刀具补偿的格式,应用、固定循环功能
UGNX数控刀具补偿的格式,应用、固定循环功能
1.刀具长度补偿格式:
1、建立格式:
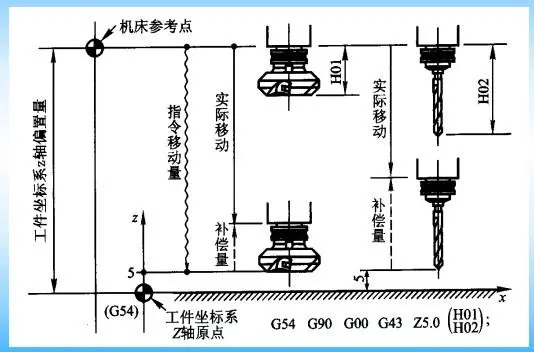
式中:G43———刀具长度正补偿/离开工件补偿;
G44———刀具长度负补偿/趋向工件补偿;
H————刀具长度偏置寄存器号(H01~H32)
注意:使用G43、G44时只能有Z轴移动量,否则会报警!
1、取消长度补偿格式;
G49(Z_____);
注意2:如欲取消刀长补偿,除使用G49外,也可以用H00的方法,当然,G49也可以省略!
G43、G44的含义
注意:刀具长度补偿的实质是将刀具 相对于工件的坐标由刀具长度基准点(刀具安装定位点)移到刀位点上。
二:刀具长度补偿量的确定
方法一:工件原点偏置法
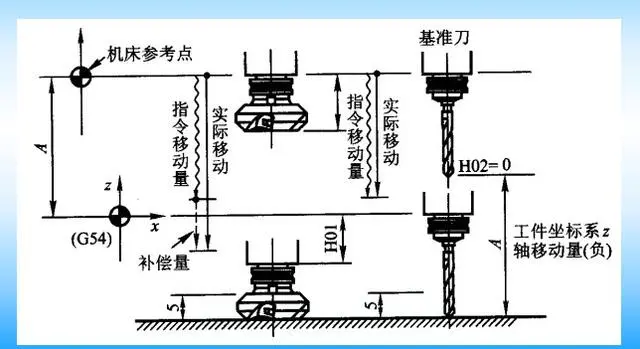
方法二:标刀对刀法
三、刀具长度补偿的应用
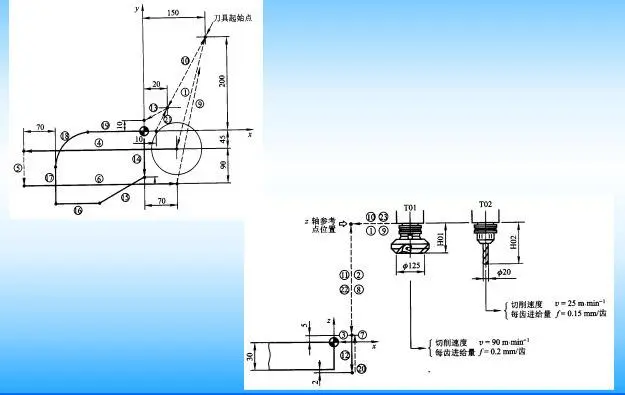
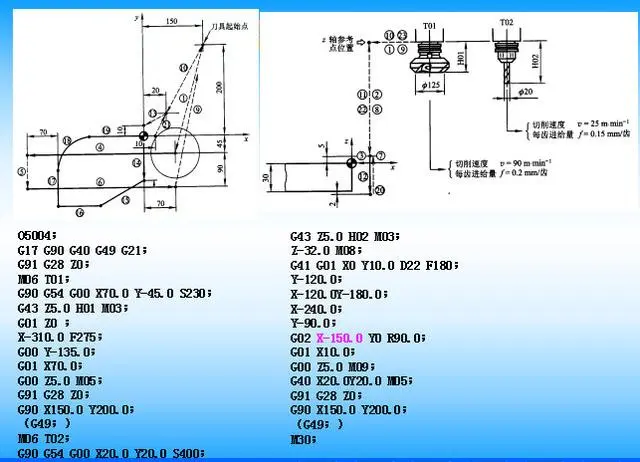
(例)在立式加工中心上铣削如图示的工件上表面和外轮廓,分别用
Φ125mm(6齿)面铣刀和
Φ20mm(3齿)立铣刀,走刀路线和切削用量如图,试编制加工程序
四、返回参考点指令
1、格式::90/G91 G27 X__Y__Z__;
1)格式中:X、Y、Z———机床参考点在工件坐标系的坐标值;
3)功能:机床长时间连续运转后,用来检查工件原点的正确性,以提高加工的可靠性及保证工件尺寸的正确性。
2、自动返回参考点指令G28
1)格式:G90/G91 G28 X__Y__Z__;
2)式中: X、Y、Z———经过的中间点坐标值;
3)功能:使所有控坐标轴都快速定位到中间点,再自动返回参考点。
五、固定循环功能
1、固定循环的基本动作
动作1——X轴和Y轴定位:使刀具快速定位到孔加工的位置。
动作2——快进到R点:刀具自起始点快速进给到R点。
动作3——孔加工:以切削进给的方式执行孔加工的动作。(Z点)
动作4——孔底动作:包括暂停、主轴准停、刀具移动等动作。
动作5——返回到R点:继续加工其它孔时,安全移动刀具。
动作6——返回起始点:孔加工完成后一般应返回起始点。
2、刀具返回指令
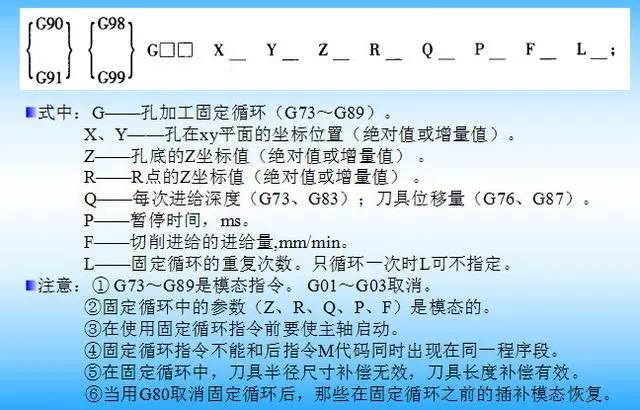
3、固定循环指令通式
4、固定循环指令介绍
(1)钻铰循环指令
1)调整深孔啄钻循环指令
格式:G73X——Y——Z——R——Q——F——;
式中:Q——每次进给深度(2~3mm).
2)钻孔循环指令
格式:G81 X——Y——Z——R——F——;
3)深孔钻削循环指令
格式:G82 X——Y——Z——R——P——F——;
式中:P——孔底暂停时间(ms).
也可以用做锪孔
4)深孔啄钻循环指令
格式:G83 X——Y——Z——R——Q——F——;
式中:Q——每次进给深度。
5)
粗镗孔\
铰孔循环指令
格式:G85 X——Y——Z——R——F——;
6)半精
镗孔
循环指令
格式:G86 X——Y——Z——R——F——;
7)精
镗孔
循环指令
格式:G76 X——Y——Z——R——F——Q
——
;
式中:Q——镗之孔底后,X方向偏移的距离。
以上分享来自于bilibili专栏,欢迎有兴趣的同学跟帖学习探讨。
欢迎光临 UG爱好者 (https://www.ugsnx.com/)
Powered by Discuz! X3.2